Frequently Asked Questions
WASSERSTRAHLSCHNEIDEN IM VERGLEICH
-
Warum Wasserstrahlschneiden und nicht Laserschneiden?
Laserschneiden ist ein sehr produktiver Prozess und hat sicher seine Berechtigung. Allerdings bietet das Wasserstrahlschneiden, verglichen mit dem Laserschneiden, eine Vielzahl von Vorteilen:
Keine Einschränkungen hinsichtlich der Materialdicke.
Keine Probleme mit reflektierenden Materialien wie beispielsweise Messing und Aluminium.
Keine Hitzeeinwirkung, daher keine thermisch beeinflussten und geschädigten Zonen.
Mit dem Wasserstrahl können auch hitzeempfindliche Materialien wie z. B. Kunststoffe, Gummi oder Verbundwerkstoffe und sogar Materialien wie Glas, Stein und extrem harte Keramiken geschnitten werden.
Beim Materialwechsel muss nur die Schneidgeschwindigkeit geändert werden. Es gibt keine Gase oder Optiken, die angepasst werden müssen.
Einfaches Anbringen weiterer Schneidköpfe zur Steigerung der Produktivität ist möglich.
Die Wartung von Lasersystemen benötigt mehr Fachwissen und ist schwieriger durchzuführen.
Der Abstand zwischen der Düse und der Materialoberfläche ist bei Weitem nicht so entscheidend wie beim Laserschneiden.
Wasserstrahlschneidsysteme sind in der Regel günstiger als Lasersysteme.
-
Warum Wasserstrahlschneiden und nicht elektroerosives Schneiden?
Elektroerosives Schneiden ist äußerst genau, aber sehr langsam. Es erfordert zudem ein elektrisch leitfähiges Material und verursacht thermisch beeinflusste Zonen. Bei vielen Anwendungen erzielt die Wasserstrahl-Technologie annähernd die Genauigkeit wie das elektroerosive Schneiden, jedoch zu einem Bruchteil der Kosten und der Zeit.
-
Warum Wasserstrahlschneiden und nicht Fräsen?
Falls Sie eher Konturen und Löcher, anstatt Sacklöcher, Aussparungen und Gewinde schneiden möchten, ist das Abrasiv-Wasserstrahlschneiden normalerweise viel schneller, einfacher zu programmieren und kostengünstiger als das Fräsen. Dies beruht hauptsächlich auf der Tatsache, dass nur ein einziger Schneiddurchgang erforderlich ist und das Material nicht auf Spangröße zerkleinert werden muss. Darüber hinaus ist das Ausschussmaterial in massiver Form wertvoller als in Spanform.
-
Warum Wasserstrahlschneiden und nicht Plasma- oder Brennschneiden?
Plasma- und Brennschneiden sind Verfahren, die erkennbar mit Hitze verbunden sind. Hier wird ein großes Maß an Hitze auf das Produkt übertragen, so dass eine thermisch beeinflusste Zone entsteht. Die Oberflächengüte ist beim Abrasiv-Wasserstrahlschneiden im Allgemeinen besser. Es hinterlässt keine Schlacke auf der Teile-Rückseite und reduziert dadurch die Nachbearbeitung. Beim Abrasiv-Wasserstrahlschneiden gibt es keine Einschränkungen hinsichtlich der Materialdicke.
FRAGEN RUND UM DAS WASSERSTRAHLSCHNEIDEN
-
Sind konusförmige Schnittspalte zu erwarten?
Konusförmige Schnittspalte stehen in Zusammenhang mit der Schneidgeschwindigkeit. Bei der extremsten Form eines konusförmigen Schnittspaltes befindet sich die größtmögliche Breite des Schnittspaltes an der Materialoberfläche (Beispiel: 0,8 mm an der Oberfläche) und 0,0 mm an der Materialunterkante. Wird die Geschwindigkeit reduziert, verändert sich die Form des Schnittspaltes, bis die beiden Seiten parallel zueinander verlaufen. Bei den meisten präzisen Schnitten beträgt die Abweichung pro Seite 0,05 bis 0,10 mm.
-
Welche Toleranzen kann man beim Wasserstrahlschneiden erreichen?
Mit dem Wasser-Abrasivstrahl kann in der Regel eine Toleranz von ± 0,1 mm erreicht werden. Die Toleranz der Schnittkante ist direkt abhängig von der gewählten Schnittqualität.
-
Wie ist die Schnittqualität beim Wasserstrahlschneiden?rrive?
Die mit dem Wasserstrahlschneiden erzielbaren Schnittqualitäten sind sehr unterschiedlich. Diese reichen von mit schrupperodierten Schnittkanten vergleichbarer Qualität bis zum groben Trennschnitt. Die Qualität der Schnittkante und die Rechtwinkligkeit hängt von der Vorschubgeschwindigkeit ab. Je langsamer geschnitten wird, desto homogener, rechtwinkliger und glatter wird die Schnittkante.
-
Wie sieht die Schnittfläche aus?
Die Schnittfläche wird in zwei Bereiche aufgeteilt. Die Glattschnittzone und die Restfläche. Die Glattschnittzone ist von der Struktur regellos, die Restfläche wird dagegen von einer welligen, riefenartigen Struktur überlagert. Die Riefen sind entgegen der Vorschubrichtung kommaförmig gekrümmt. Die beiden Bereiche gehen fließend ineinander über und die Flächenanteile werden im Wesentlichen durch die Schnittgeschwindigkeit bestimmt. Der Anteil der Glattschnittzone wächst mit geringer Schnittgeschwindigkeit. Damit wird die mittlere Rauhigkeit der gesamten Schnittfläche kleiner
-
Welche Rauhheit hat die Schnittkante?
Ein typischer Rauhheitswert für den Wasserstrahlschnitt ist Rz 40. Erzielbar sind ca. Rz 10 (Präzisionsschnitt) bis Rz 100 (grober Trennschnitt).
-
Soll man unter Wasser schneiden?
Das Schneiden unter Wasser bietet Vorteile. Erstens verringert es den Geräuschpegel während des Schneidprozesses auf unter 75 dB(A). Zweitens verhindert es weitestgehend den reifartigen Belag auf der Materialoberfläche, der im Umkreis von 2 mm zum Strahl entsteht. Es kann ebenfalls vorteilhaft sein, Wasser mit geringem Druck über den Fokus zu leiten.
Der Nachteil des Schneidens unter Wasser ist, dass der Schneidprozess nicht beobachtet werden kann. Außerdem muss die Bereitstellung und Entnahme des Materials im Wasser erfolgen, es sei denn, das Strahlfangbecken ist mit einer Niveauregulierung ausgestattet.
Optimal geschnitten werden kann, wenn das Material direkt auf der Wasseroberfläche aufliegt. Mit dem empfohlenen geringen Abstand des Fokussierrohres zum Material wird die Geräusch verursachende freie Strahllänge an der Luft auf ein Minimum reduziert. Auf diese Weise kann der Schnitt auch wenn notwendig beobachtet werden. Auf jeden Fall empfehlenswert ist die Benutzung eines Flex-Spritzschutzes auf dem Fokussierrohr, um Spritzen und zusätzlich Geräusch zu vermeiden. Dickere Materialien (ca. ab 40 mm) sollte man nach Möglichkeit soweit im Schneidbecken „versenken“ (Auflage unter Wasser), dass lediglich die Oberfläche des Materials aus dem Wasser schaut. -
Welche Materialdicken können geschnitten werden?
Mit dem Wasser-Abrasiv-Strahl werden im Produktionsbetrieb Stahl, Titan und andere Materialien bis zu einer Dicke von 200 mm geschnitten. Es gibt auch Fälle, in denen Material bis zu einer Dicke von 300 mm oder sogar 400 mm geschnitten wird. Der Großteil der Anwender schneidet Material mit einer Dicke von 1 bis 100 mm.
Die wirtschaftlich sinnvoll schneidbare Materialdicke richtet sich vor allem nach der eingesetzten Pumpenleistung, welche direkt zur Schneidleistung des Wasserstrahls führt. Für Materialdicken von 1 bis 100 mm ist eine Hochdruckpumpe mit 30 oder 37 kW zu empfehlen. Ab Materialdicken von 80 mm und mehr sollte eine 55 oder 75 kW-Pumpe eingesetzt werden. -
Mit welchem Druck wird geschnitten?
Die Druckübersetzerpumpe erzeugt einen maximalen Druck von 4.200 bar. Die schnellste und effizienteste Art des Schneidens wird nachweislich mit einem Druck von 3.800 bar erzielt. Höhere Drücke führen zu einem erhöhten Wartungsaufwand an den Pumpendichtungen und anderer mit dem Hochdruck in Berührung kommender Teile.
-
Wie breit ist der Schnittspalt?
Beim Schneiden mit dem reinen Wasserstrahl ist der Schnittspalt in der Regel so breit wie der Durchmesser der Wasserdüse.
Die Breite des Schnittspaltes beim Schneiden mit Abrasiv wird durch den Fokussierrohr-durchmesser bestimmt. An der Eintrittskante des Strahls ist der Schnittspalt etwa so breit wie der Fokussierrohrdurchmesser - in der Regel 0,8 bzw. 1,0 mm. An der Strahlaustrittsseite hängt die Breite des Spaltes von der Vorschubgeschwindigkeit ab. Je größer die Schneidgeschwindigkeit, desto enger wird der Spalt.
Bei Feinschnittqualität kann der Schnittspalt bis zu 15% größer als der Durchmesser des Fokussierrohres sein. -
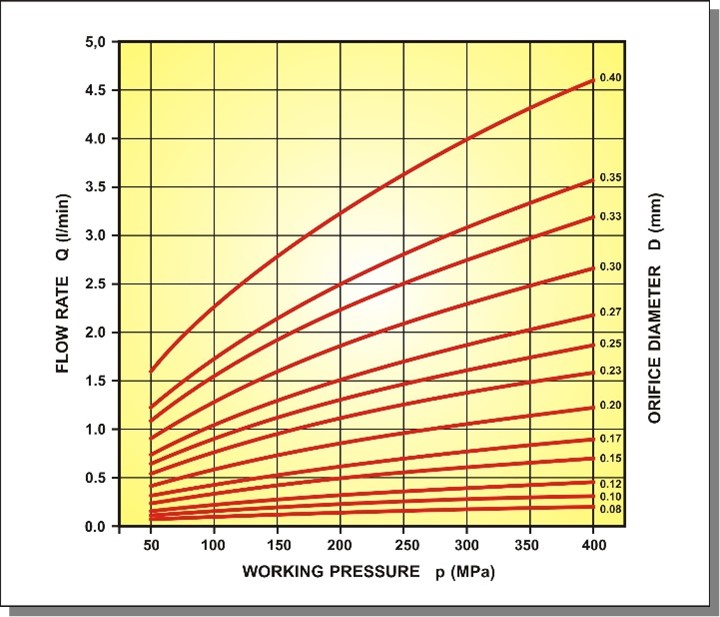
Wieviel Wasser wird beim Schneiden mit einem Druck von 4.000 bar verbraucht?
-
Wodurch wird der Wasserstrahl gestoppt?
Bei den meisten Wasserstrahlschneidsystemen wird dem Strahl bei einer Wasserhöhe von 700 mm im Strahlfangbecken die Energie entzogen.
-
Müssen Löcher vorgebohrt werden?
Der Wasserstrahl kann das Startloch selbst „anbohren“. Die meisten Materialien erfordern keine besonderen Maßnahmen. Bei einigen Verbundwerkstoffen und brüchigen Materialien kann es erforderlich sein, den Pumpendruck zu reduzieren und/oder eine Anbohrhilfe zu verwenden.
-
Sind Wasserstrahlschneidsysteme einfach zu programmieren?
In Verbindung mit standardmäßigen CNC-Systemen sind Wasserstrahlschneidsysteme nicht schwerer zu programmieren als jede andere für Schneidprozesse verwendete Maschine. Mit der standardmäßigen CAM-Software geschieht das Umwandeln von DXF-Dateien und die Übergabe der Schnittkontur an das Schneidprogramm auf schnelle und einfache Weise, wobei nur die Geschwindigkeit an das jeweilige Material angepasst werden muss.
Bei Verwendung einer auf Windows basierenden Steuersoftware, wie beispielsweise EasyCut, ist das Abrasiv-Wasserstrahlschneidsystem einfacher und schneller zu programmieren als jeder andere Prozess. Rätselraten ist hier nicht mehr nötig. Dies bedeutet, dass Projekte programmiert und schnell und genau geschnitten werden.
FRAGEN ZU KOMPONENTEN
-
Wann ist eine Wartung der Pumpe erforderlich?
Wird ein Druck von 4.000 bar angewendet, können Sie von einer Schneiddauer von ca. 400 bis 1.200 Stunden ausgehen, bevor die Hochdruckdichtungen ausgetauscht werden müssen.
-
Welche Art von Fixiervorrichtung ist erforderlich?
Da die auf das Werkstück ausgeübte Kraft sehr gering ist (bei Präzisionsschnitten unter 1 kg und bei Normalschnitten unter 5 kg), besteht keine Notwendigkeit für sehr große, starre Fixiervorrichtungen. Viele Kunden verwenden einfache Gewichte, um die Teile in Position zu halten. Empfehlenswert ist die Verwendung eines Winkelanschlages und die Verwendung von Gitterspannern.
-
Welche Art Abrasiv wird verwendet?
Granat (Almandin) ist das bei weitem am häufigsten verwendete Abrasivmaterial. Die Anwender bevorzugen Granat wegen seiner Relation folgender Gesichtspunkte: Kosten, Schneidleistung, Lebensdauer des Fokus und mögliche Gesundheitsgefahren. Andere Abrasivmittel sind beispielsweise Olivinsand, Aluminiumoxid sowie einige künstlich hergestellte Materialien.
-
Welche Materialauflagen gibt es?
Für das Schneiden mit dem reinen Wasserstrahl gibt es als Auflage Wabenstrukturen aus Kunststoff, Aluminium oder Edelstahl.
Für das Schneiden mit Abrasiv gibt es neben den klassischen Rechteckgitterrosten auch Diagonalgitterroste, Schwerlastauflagen mit Steghöhen > 150 mm und Spezialauflagen für Glas.
-
Welche Lebensdauer hat die Materialauflage?
Es kann davon ausgegangen werden, dass die Materialauflage erst nach mehreren Hundert Betriebsstunden ausgetauscht werden muss, vorausgesetzt, es werden nicht mehrere Hundert Teile von gleichem Muster stets über dem gleichen Bereich geschnitten.
Genau wie beim Plasma- und Laserschneiden können z.B. die Gitter verschoben, getauscht und umgedreht werden. Dadurch verlängert sich die Lebensdauer der Auflagen.
-
Welche Lebensdauer hat der Fokus?
Ein qualitativ guter Fokus aus Keramik-Hartmetall hat eine Lebensdauer von 100 Stunden. Der qualitativ hochwertigste Fokus aus Keramik-Hartmetall hält 30 % länger als andere Fokustypen.
Nach 150 Betriebsstunden vergrößert sich bei solch einem Fokus der Durchmesser um 0,5 mm. Viele Anwender setzen den Fokus dennoch länger ein und verwenden ihn dazu, Teile zu schneiden, bei denen die Toleranzen nicht ganz so kritisch sind.
-
Welche Lebensdauer hat die Düse?
Eine Saphirdüse hat im Reinwasserbetrieb eine Lebensdauer von ca. 100 Stunden und im Abrasivbetrieb von ca. 30 Stunden. Die qualitativ hochwertigsten
Wasserdüsen aus Diamant halten um ein Vielfaches länger (500 bis 1000 Stunden), kosten allerdings auch etwa das 30-Fache und werden normalerweise für das reine Wasserstrahlschneiden eingesetzt.
-
Welche Abrasivmenge wird verbraucht?
Für die effizienteste Art des Schneidens mit einem Druck von 4.000 bar verbrauchen Schneidköpfe folgende Mengen:
Düse 0,15 mm / Fokus 0,6 mm 6 kg/h
Düse 0,25 mm / Fokus 0,8 mm 18 kg/h
Düse 0,35 mm / Fokus 1,0 mm 30 kg/h
KOSTEN von Wasserstrahlschneidanlagen
-
Wie viel kostet eine Wasserstrahlschneidanlage?
Ein Standard-Wasserstrahlschneidsystem mit einer 4.000 bar Hochdruckpumpe, Abrasivausrüstung und Software ist ab ca. 120 T€ erhältlich.
-
Wie viel wird für das Wasserstrahlschneiden verlangt?
Normalerweise verlangen Firmen, die auf das Wasserstrahlschneiden spezialisiert sind, 80 bis 200 Euro pro Stunde für Ihre Dienstleistung.
Der erzielbare Stundensatz hängt stark von der Branche bzw. dem Einsatzgebiet des Kunden ab. Entscheidend ist auch, ob es sich um Einzelstücke oder größere Stückzahlen handelt
-
Welche Betriebskosten sind mit dem Wasserstrahlschneiden verbunden?
Die Kosten reichen von ca. 22 Euro/Stunde für den Einsatz einer kleinen Düsenkombination (Düse 0,15 mm / Fokus 0,5 mm) bis zu 39 Euro/Stunde für eine große Düsenkombination (Düse 0,35 mm / Fokus 1,0 mm).
Diese Beträge enthalten alle mit der Maschine in Verbindung stehenden Kosten, jedoch keine Arbeits-, Miet- oder Abschreibungskosten.
-
Was kostet das Abrasivmittel?
Das Abrasiv kostet zwischen 2,50 Euro und 4,50 Euro pro geliefertem Kilo, abhängig von der Art und Qualität des erworbenen Abrasivmittels.
SICHERHEITSRELEVANTE ASPEKTE
-
Was passiert, wenn ich meinen Finger in den Wasserstrahl halte?
Er wird abgeschnitten. Allerdings geht die Industrie hinsichtlich der Sicherheit der Systeme sehr gewissenhaft und mit viel Eigeninitiative vor.
Dementsprechend sehen die Sicherheitsaufzeichnungen von Wasserstrahlanwendern besser aus als diejenigen der meisten anderen Werkzeugmaschinenanwender.
-
Wie laut ist die Maschine?
Der Geräuschpegel hängt davon ab, welche Distanz der sich mit Überschall bewegende Wasserstrahl an der Luft zurücklegt. Wird unter Wasser bzw. direkt auf der Wasserfläche mit minimalem Abstand geschnitten, reduziert sich der Geräuschpegel auf unter 75 dB(A).
Wenn man über Wasser schneidet bzw. zwischen Material und Wasseroberfläche noch Platz ist und noch dazu ein großer Abstand zwischen dem Fokus und dem Werkstück besteht, ist der Geräuschpegel deutlich höher, bis zu 120 dB(A).
UMWELTASPEKT
-
Wird das Schneidwasser wieder verwendet?
Das Schneidwasser wird in den meisten Fällen nur einmal verwendet, da es sich um relativ geringe Mengen handelt (ca. 2,5 Liter/min.). Aus kostenrechnerischen Gründen lohnt es sich für den einzelnen Anwender nicht, das Wasser derart aufzubereiten, dass es wieder in das Hochdrucksystem gegeben werden kann. Aus technischer Sicht ist ein Kreislaufsystem des Wassers kein Problem. Die entsprechenden Komponenten sind als Option erhältlich.
-
Wird das Abrasivmittel recycelt?
Für das Recyceln des gebrauchten Abrasivmittels gibt es entsprechende Aufbereitungsanlagen, die zwischenzeitlich auch kosteneffizient arbeiten. Maximator JET bietet eine solche Recyclinganlage für das Abrasivmittel an. Aus dem Recyclingprozess können ca. 50 % des Abrasivmittels in der nächst feineren Korngröße wiedergewonnen werden. Es lohnt sich auch für den einzelnen Anwender, den Abrasivschlamm aufzubereiten. Auch die Abrasivlieferanten bieten die Möglichkeit der Wiederaufbereitung über Großanlagen.
Das recycelte Abrasivmittel hat eine sehr gute Qualität und Schneidleistung. -
Wie wird Wasser und Abrasivmittel entsorgt?
Weder Wasser noch Abrasivmittel sind auf irgendeine Art und Weise giftig oder gefährlich. Wurden die Partikel und Schwebstoffe ordnungsgemäß durch Filtern entfernt, kann das Wasser in die Kanalisation geleitet werden.
Der Abrasivschlamm kann üblicherweise auf einer normalen Abfalldeponie entsorgt werden. Ist das geschnittene Material allerdings giftig oder gefährlich, kann der entstehende Abfall auch gefährlich sein.
In jedem Fall sind die vor Ort gültigen Vorschriften zu beachten.
Es wird empfohlen, nach dem Beginn der Wasserstrahlarbeiten einen Ansprechpartner der örtlichen Abwasserbehörde zu kontaktieren und ihn zu bitten, eine Probe des Abwassers am Überlauf des Schneidbeckens zu nehmen und zu analysieren. In der Regel ist dieser Vorgang unproblematisch. -
Handelt es sich um reines Wasser?
Als Schneidmedium wird sauberes Wasser verwendet. Die meisten unserer Kunden verwenden enthärtetes Leitungswasser. Druckübersetzerpumpen sollten mit Filterelementen ausgerüstet sein, die Partikel bis 1 Mikron aus dem Wasser herausfiltern.
Systeme, die das Wasser deionisieren bzw. Umkehrosmose-Systeme werden im Allgemeinen nicht empfohlen. Derartige Systeme reinigen das Wasser so stark, dass es aggressiv wird und die Pumpe schädigen kann.

{kind=link}